

ఇటీవలి రోజులో, బ్రూవరీని ఎలా నిర్మించాలో మరియు బ్రూవరీ నిర్మాణ ప్రక్రియ మరియు విధానం ఏమిటి అని కొంతమంది కస్టమర్లు అయోమయంలో ఉన్నారు, ఇప్పుడు దానిని ఎలా నిర్మించాలో మేము మీకు తెలియజేస్తాము.
పార్ట్ 1: బ్రూవరీ బిల్డింగ్ కోసం మేము ఏమి చేస్తాము?
ప్రాజెక్ట్ పనితీరు ప్రాసెసింగ్
బ్రూయింగ్ అభ్యర్థనను నిర్ధారించండి
ముందుగా, మేము మీ బ్రూవరీ గురించిన మరిన్ని వివరాలను నిర్ధారిస్తాము, అంటే బీర్ రకం, బ్రూవరీ బ్యాచెస్ పర్ డే లేదా టైమ్, బీర్ ప్లేటో, కిణ్వ ప్రక్రియ కాలం, బ్రూవరీ ఎత్తు మరియు మొదలైనవి.
తదుపరి మేము మీ నిర్ధారణ మరియు వివరాల ప్రకారం మీకు ప్రతిపాదన చేస్తాము.ఇద్దరూ సహకార నిబంధనలను అంగీకరించిన తర్వాత మేము ఒప్పందంపై సంతకం చేస్తాము మరియు నిబంధనలకు ముందు ప్రతిపాదన, ధర, లేఅవుట్, బ్రూయింగ్ ప్రక్రియను మళ్లీ నిర్ధారించాము.
1.3 తయారీకి ముందు తయారీ పని చేస్తుంది
అన్ని ప్రతిపాదనలు, లేఅవుట్, ఫ్లోచార్ట్లను మళ్లీ తనిఖీ చేయండి మరియు బ్రూవరీ పరికరాల వివరాలను మళ్లీ నిర్ధారించండి.
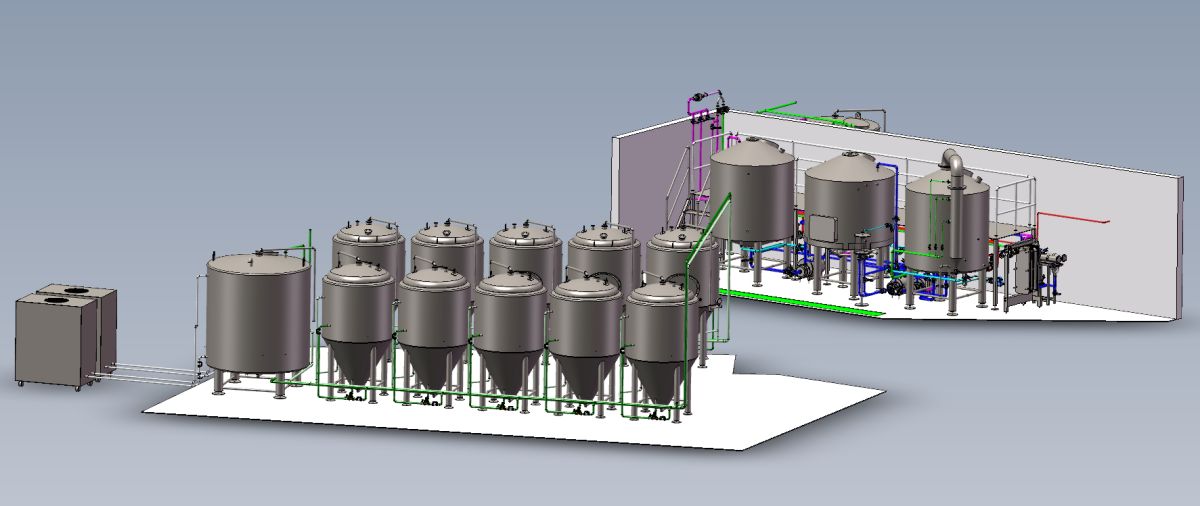
మరియు ట్యాంక్ డ్రాయింగ్ మరియు 3D బ్రూవరీ మోడల్ తయారు చేయబడతాయి మరియు మీరు నిర్ధారించడానికి అనుమతిస్తారు, మీ బ్రూయింగ్ ఎలా ఉంటుందో మీరు చూస్తారు.
1.4 రామాటీరియల్ తయారీ
రామమెటీరియల్ బుకింగ్: ధృవీకరించబడిన ట్యాంక్ డ్రాయింగ్ ప్రకారం మేము ముందుగా ముడి పదార్థం మరియు డిష్ హెడ్ని బుక్ చేస్తాము మరియు మోటారు, పంప్, చిల్లర్లు వంటి ఇతర ఉపకరణాలు బుకింగ్ చేయబడతాయి, ఎందుకంటే ఈ వస్తువులకు UL సర్టిఫికేట్ అవసరం, దీనికి ఎక్కువ సమయం పడుతుంది.
మెటీరియల్ మా ఫ్యాక్టరీకి చేరుకుని, ఉత్పత్తికి సిద్ధంగా ఉన్నప్పుడు, మేము మీకు మా మెటీరియల్ షీట్ను పంపుతాము మరియు మీరు మెటీరియల్ యొక్క పదార్ధం, మందం, ప్రమాణం మొదలైనవాటిని చూస్తారు.
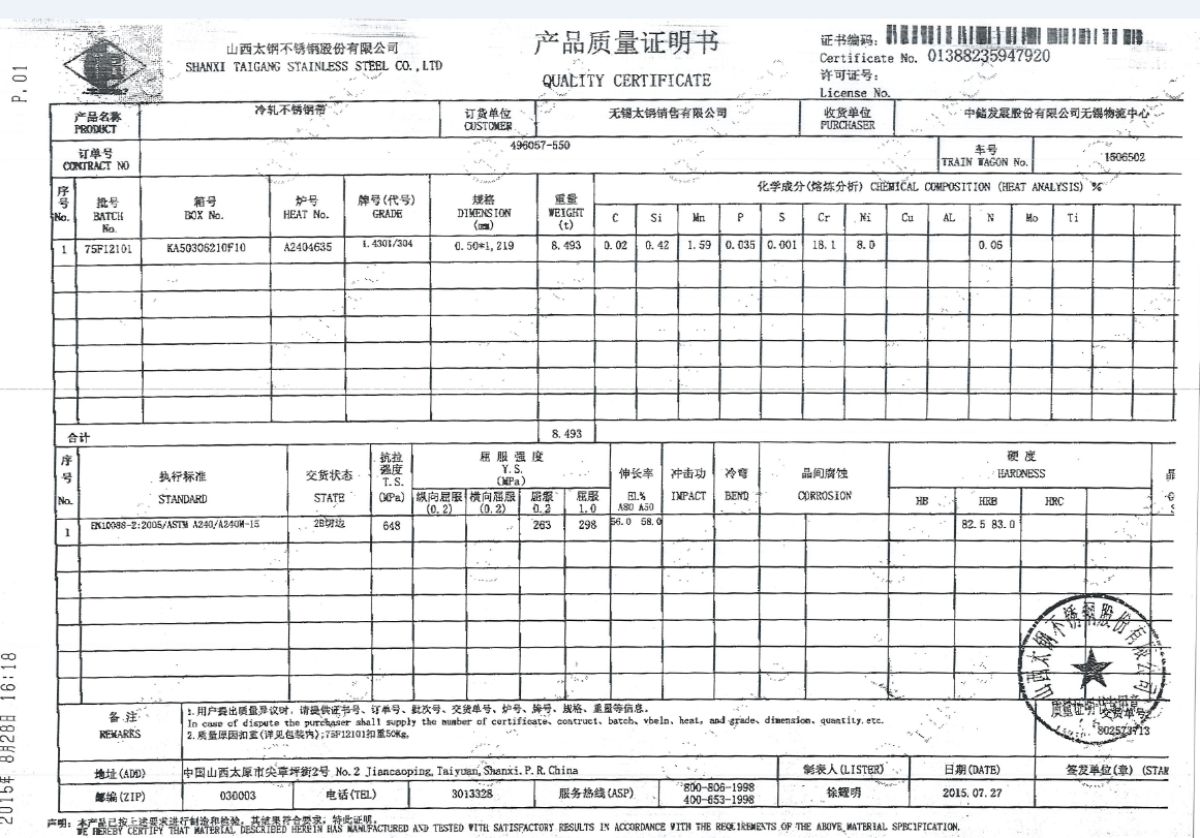
(సూచన కోసం SS ప్లేట్ నాణ్యత ధృవీకరణ.)
1.5 ఉత్పత్తిని ప్రారంభించండి
-మెటీరియల్ కట్టింగ్: లేజర్ కట్టింగ్, ఖచ్చితమైన కట్టింగ్, బర్ర్స్ లేకుండా ఫ్లాట్ ఎడ్జ్.
-షీట్ మెటల్: ఉత్పత్తికి అనుగుణంగా ప్లేట్లు మరియు ఇతర ప్రక్రియల చికిత్స.
-అసెంబ్లీ: కోన్ మరియు సిలిండర్ను కలిపి వెల్డింగ్ చేయడం, డింపుల్ కూలింగ్ జాకెట్, కాళ్లు మరియు ఇతరాలు.
వెల్డింగ్ TIG వెల్డింగ్ మార్గాన్ని అవలంబిస్తుంది, ఇది మెరుగైన గాలి బిగుతును కలిగి ఉంటుంది మరియు పీడన పాత్ర యొక్క వెల్డింగ్ సమయంలో వెల్డ్ యొక్క సచ్ఛిద్రతను తగ్గిస్తుంది.
-పాలిషింగ్: అంతర్గత ఉపరితలం మెషినరీ పాలిషింగ్తో చికిత్స చేయబడుతుంది మరియు మెరుగైన వీక్షణ కోసం బెల్ట్కు పాలిష్ చేయబడిన వెల్డింగ్ లైన్.ఆ తర్వాత, ట్యాంక్ ఇంటర్నల్ విల్ ట్రీట్మెంట్ ప్యాక్లింగ్ పాసివిషన్, అంతర్గత ఉపరితల కరుకుదనం 0.4um.
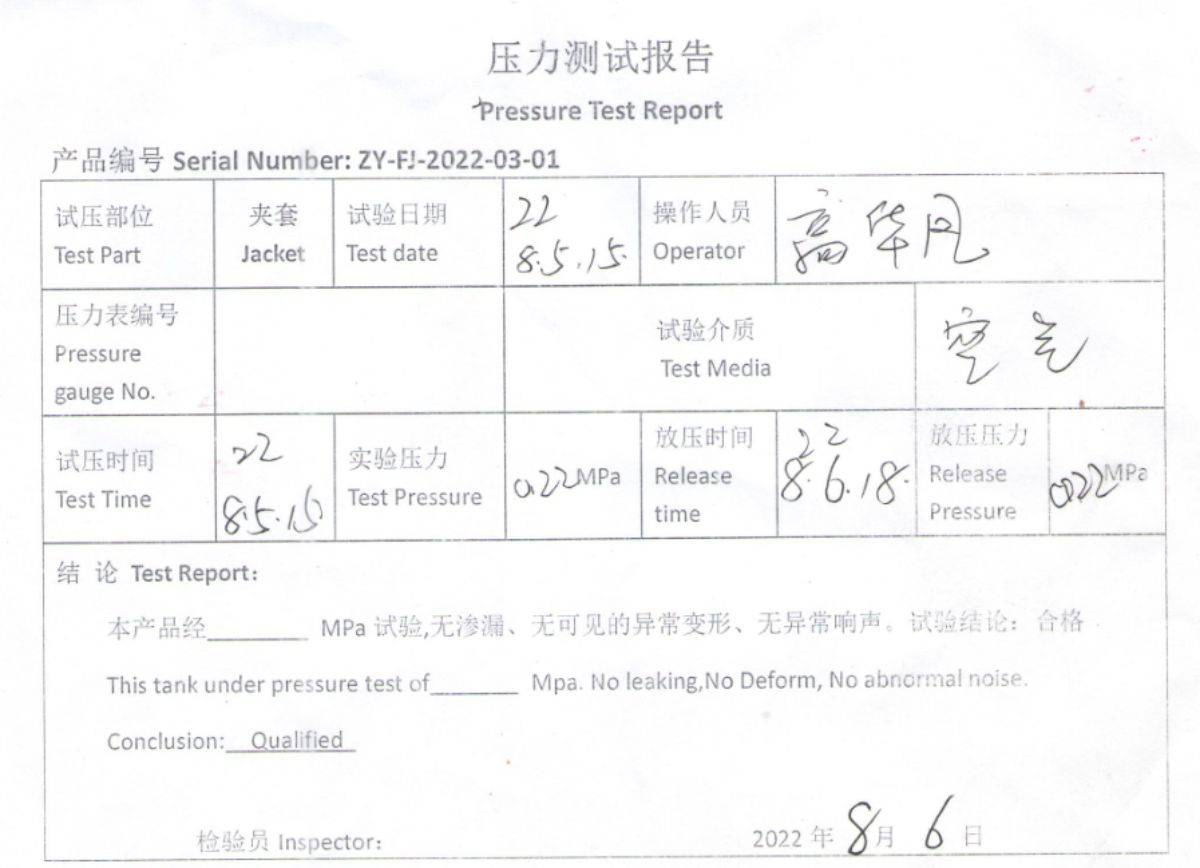
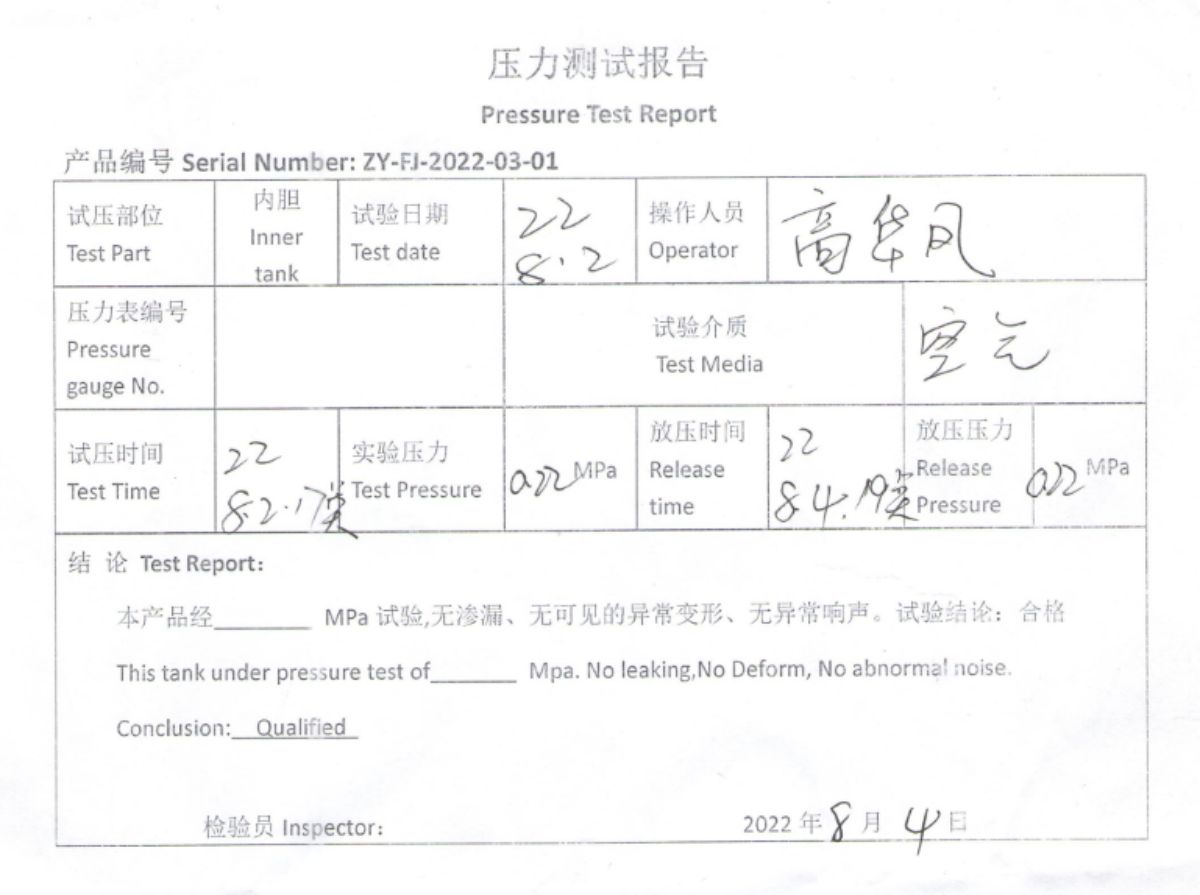
-ప్రెజర్ టెస్టింగ్: పూర్తయిన తర్వాత, సిలిండర్ మరియు జాకెట్ హైడ్రాలిక్గా పరీక్షించబడతాయి.లోపలి ట్యాంక్ యొక్క పరీక్ష పీడనం 0.2-0.25mpa, మరియు డింపుల్ జాకెట్ యొక్క పరీక్ష పీడనం 0.2MPa.
-ఉత్పత్తి తనిఖీ: ప్రతి ప్రక్రియ పూర్తయిన తర్వాత ఇది తనిఖీ చేయబడుతుంది మరియు తదుపరి ప్రక్రియ కోసం ప్రాసెస్ సర్క్యులేషన్ కార్డ్ ఉంది.ట్యాంక్లను పూర్తి చేసిన తర్వాత, మా ఇన్స్పెక్టర్ చివరిగా వివరాలను తనిఖీ చేసి, తదుపరి దశకు వెళ్లమని మా అసెంబ్లీ వర్క్షాప్కు తెలియజేస్తారు.
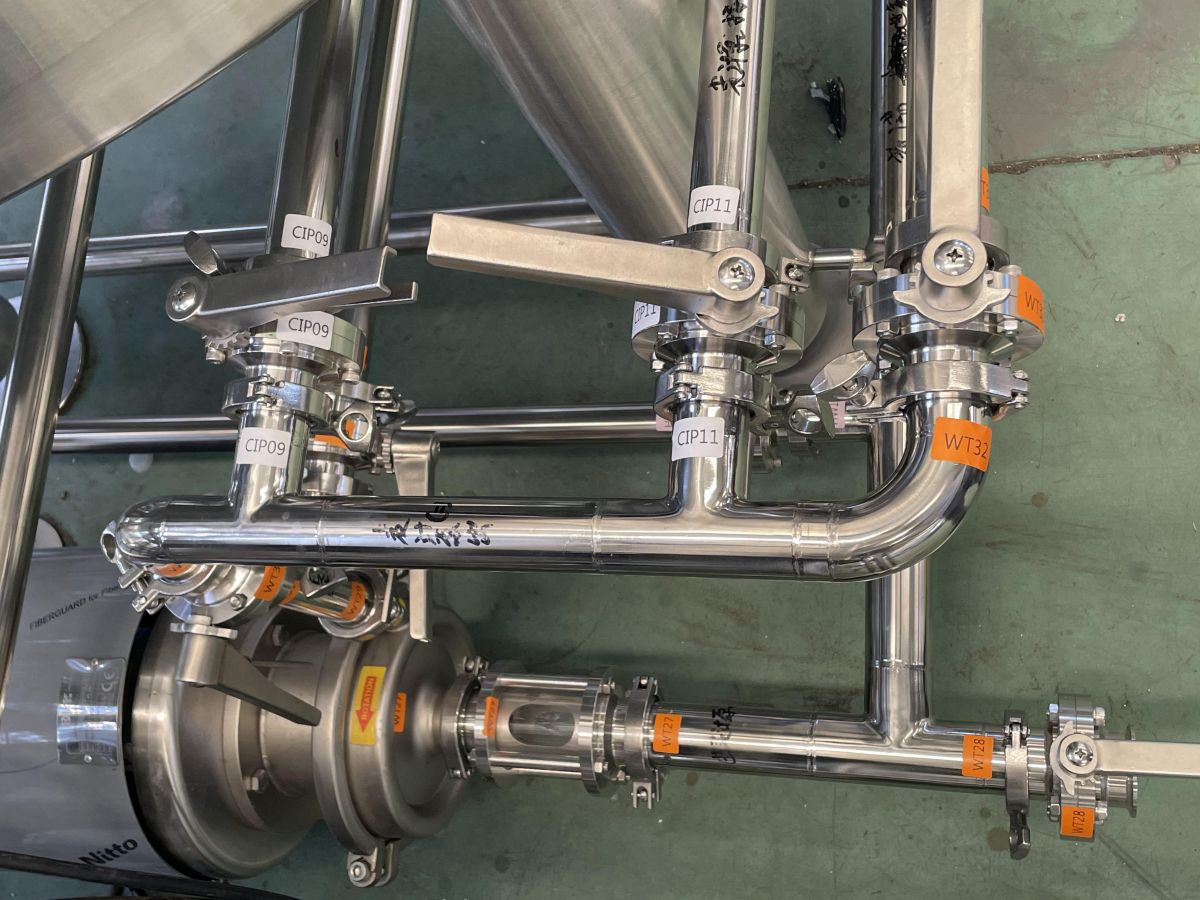
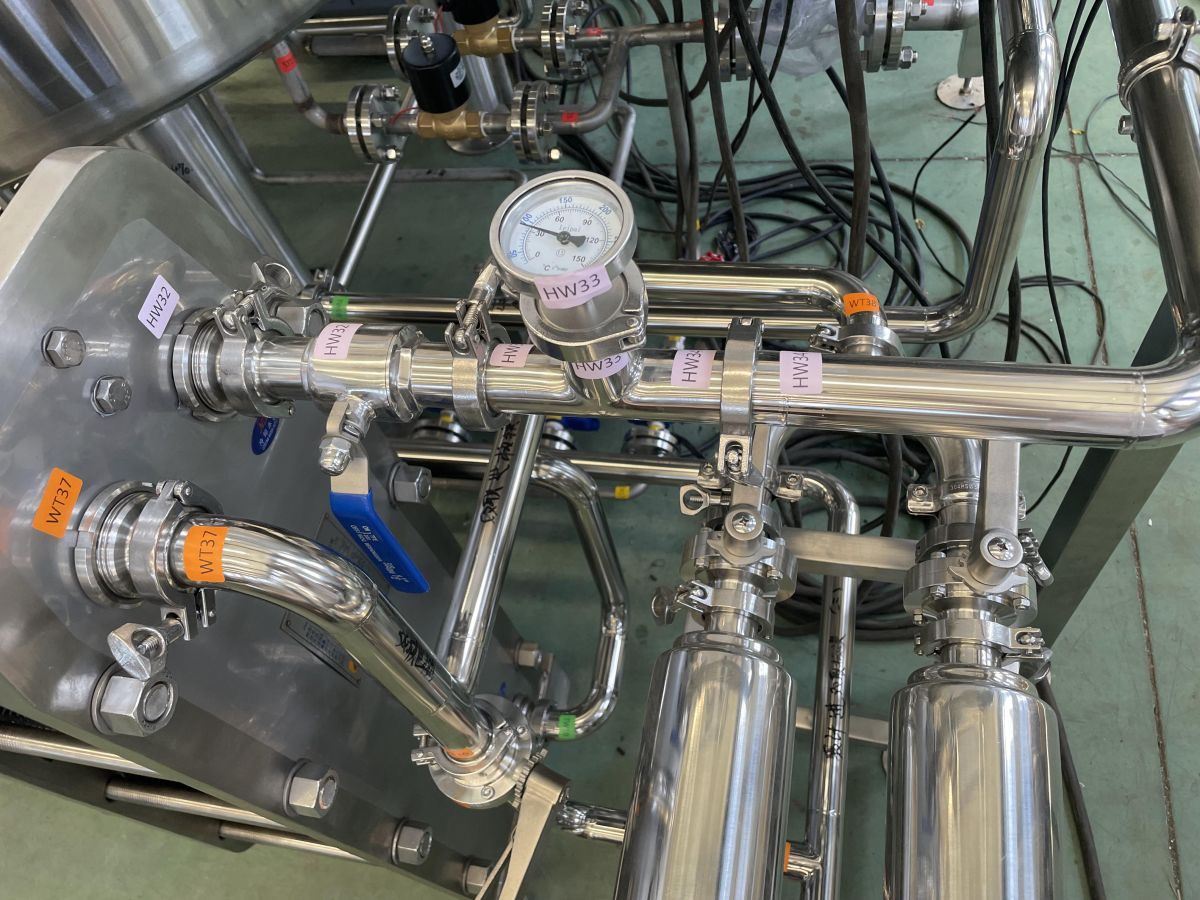
-పైప్లైన్ అసెంబ్లీ: బ్రూ హౌస్ పైప్లైన్లు బ్రూయింగ్ ఫ్లోచార్ట్ ప్రకారం కనెక్ట్ అవుతాయి మరియు బ్రూయింగ్ చేసేటప్పుడు సౌకర్యవంతంగా ఉంటే పైప్లైన్ను పరిగణలోకి తీసుకుంటాము మరియు లేఅవుట్ ప్రకారం గ్లైకాల్ పైప్లైన్ ముందే అసెంబుల్ చేయబడి ఉంటుంది.
-డీబగ్గింగ్: మా ఫ్యాక్టరీలో బ్రూవరీ నడుస్తున్నట్లు చేయడానికి మేము నీరు మరియు విద్యుత్ను కనెక్ట్ చేస్తాము.
మా సిస్టమ్ని పరీక్షించడానికి ముందు మేము చేసిన డీబగ్గింగ్ వీడియో ఇక్కడ ఉంది.దయచేసి దీన్ని తనిఖీ చేయండి:https://www.youtube.com/watch?v=wCud-bPueu0
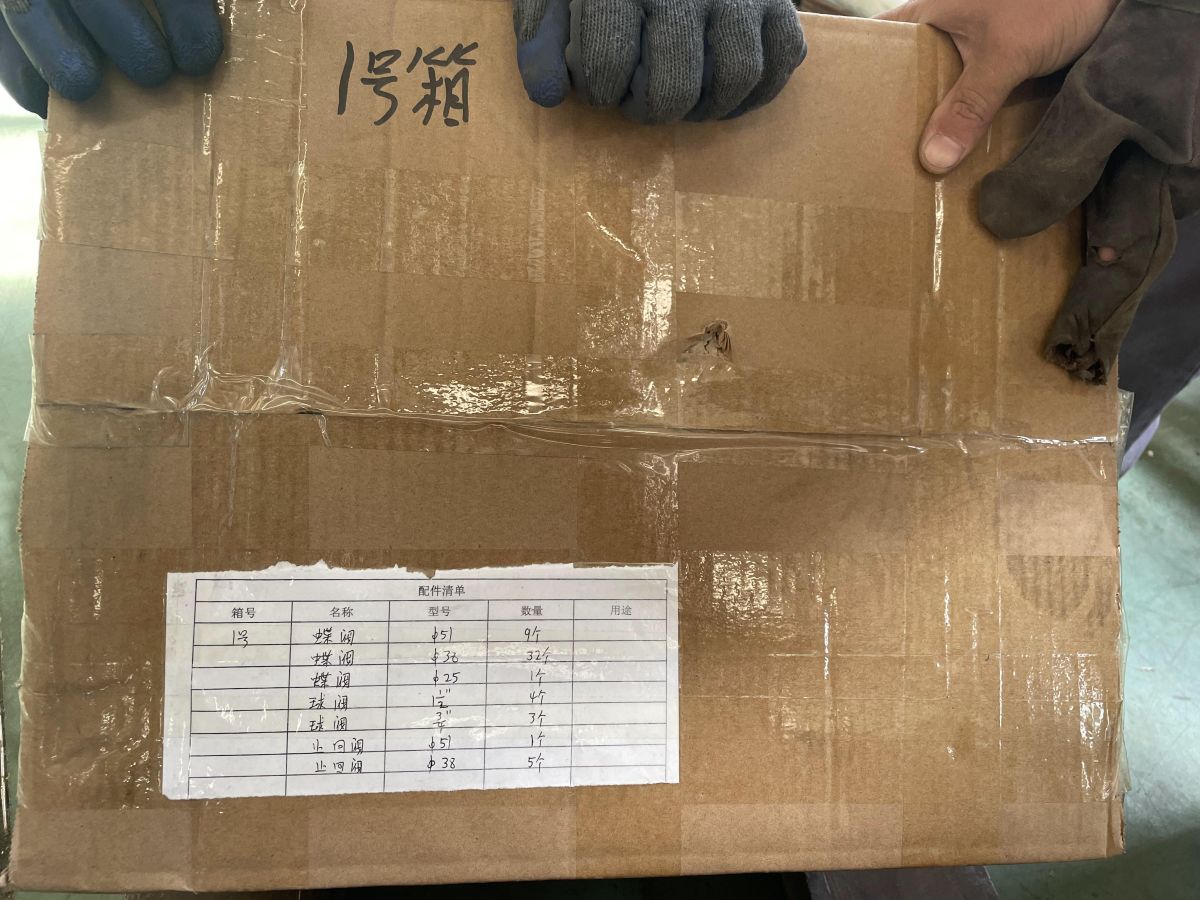
-ప్యాకేజీ: డీబగ్గింగ్ పూర్తయిన తర్వాత, సైట్లో సులభంగా ఇన్స్టాలేషన్ కోసం మేము ప్రతి కనెక్షన్ మరియు పైపులపై లేబుల్లను అతికిస్తాము.మరియు బబుల్ ఫిల్మ్ మరియు యాంటీ-కొలిజన్ క్లాత్ మొదలైన వాటితో ప్యాక్ చేయబడుతుంది.
అన్ని కవాటాలు మరియు అమరికలు ప్లాస్టిక్ ర్యాప్తో చుట్టబడి ఉంటాయి మరియు ట్యాంక్ ప్యాక్ చేయబడుతుంది లేదాపరికరాలు పరిమాణం మరియు కంటైనర్ పరిమాణం ప్రకారం మద్దతు.




-లోడింగ్ మరియు డెలివరీ: మేము షిప్పింగ్ తేదీ మరియు లోడ్ అవుతుందని నిర్ధారించిన తర్వాత పరికరాలు లోడ్ చేయబడతాయి.అన్ని ప్యాకేజీలు లోపల ఉపకరణాలు ఏమిటో వివరంగా గుర్తించబడతాయి మరియు డెలివరీ తర్వాత మా క్లయింట్కి పంపబడతాయి.

పార్ట్ 2: బ్రూవరీ డిజైనింగ్ కోసం మేము ఏమి చేస్తాము?
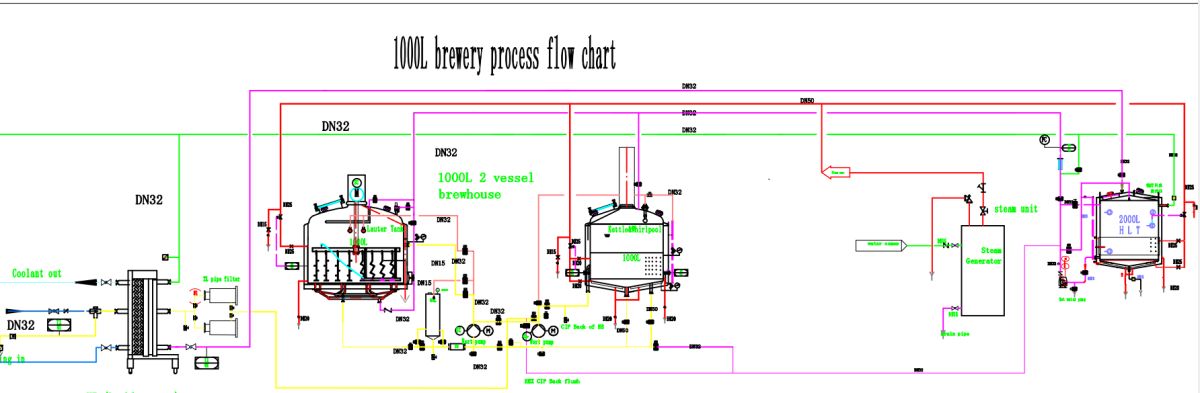
2.1 బ్రూహౌస్: మీ బ్రూయింగ్ అభ్యర్థనతో బాగా సరిపోలింది.
బ్రూహౌస్ భాగం మొత్తం బ్రూవరీలో అత్యంత ముఖ్యమైన భాగం, ఇది వోర్ట్ మరియు బీర్ నాణ్యతతో నేరుగా సంబంధం కలిగి ఉంటుంది.బ్రూహౌస్ డిజైన్ ఖచ్చితంగా మీ బ్రూయింగ్ రెసిపీని అనుసరించాలి, ఉదాహరణకు సగటు బీర్ గ్రావిటీ/ప్లేటో.మాష్ లేదా లాటరింగ్ ప్రక్రియ సహేతుకమైన సమయంలో పూర్తి చేయగలదని నిర్ధారించుకోండి.
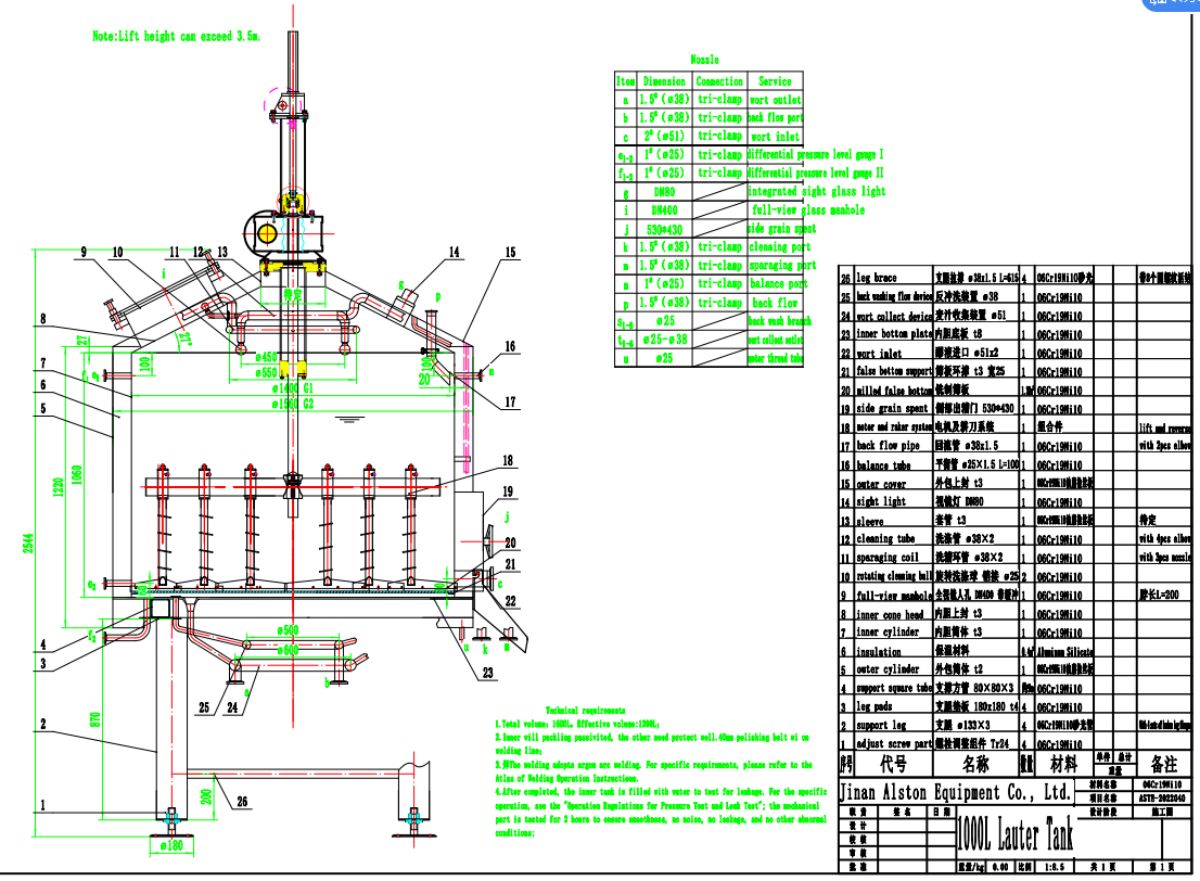
లాటర్ ట్యాంక్: ఉదాహరణకు 1000L బ్రూవరీ, లాటర్ ట్యాంక్ యొక్క వ్యాసం 1400mm, వోర్ట్ 13.5 డిగ్రీలు ఉన్నప్పుడు, మాల్ట్ ఫీడింగ్ మొత్తం 220KG, సామర్థ్యాన్ని ఉపయోగించే పరికరాలు 75% మరియు ధాన్యపు పొర యొక్క మందం 290mm;వోర్ట్ 16 ప్లాటోగా ఉన్నప్పుడు, దాణా మొత్తం 260KG, ట్యాంక్ వాల్యూమ్ 80% మరియు ధాన్యం బెడ్ మందం 340 మిమీ.వడపోత పొర యొక్క మందం బ్రూయింగ్ అవసరాలకు అనుగుణంగా ఉండేలా, వడపోత వేగాన్ని ప్రభావితం చేయదు మరియు ఉత్పత్తి సామర్థ్యాన్ని నిర్ధారిస్తుంది.వడపోత సమయాన్ని తగ్గించడం ద్వారా యూనిట్ సమయానికి అవుట్పుట్ని మెరుగుపరచడానికి ఫైనల్.
మరిగే కెటిల్: కెటిల్ వాల్యూమ్ డిజైన్ ఉడకబెట్టడానికి ముందు 1360L వోర్ట్పై ఆధారపడి ఉంటుంది మరియు వినియోగ వాల్యూమ్ 65%.వోర్ట్ సాంద్రత అమెరికాలో సాపేక్షంగా ఎక్కువగా ఉన్నందున, ఉడకబెట్టినప్పుడు రూపం చాలా సమృద్ధిగా ఉంటుంది.మరిగే ప్రక్రియలో కెటిల్ నుండి నురుగు పొంగిపోకుండా నిరోధించడానికి, బాష్పీభవన రేటు 8-10% ఉండేలా మరియు మరిగే తీవ్రతను మెరుగుపరచడానికి బాష్పీభవన రేటును మెరుగుపరచడానికి మేము బలవంతంగా ప్రసరణ పనితీరును ఉపయోగిస్తాము.కెటిల్తో నిర్బంధ ప్రసరణ బాష్పీభవనాన్ని పెంచడంలో సహాయపడుతుంది మరియు DMS పరిస్థితి మరియు కంటెంట్ 30PPM లోపు ఉంటుంది, ఇది హీట్ లోడ్ను తగ్గిస్తుంది మరియు వోర్ట్ క్రోమా యొక్క స్థిరత్వాన్ని నిర్ధారిస్తుంది మరియు వోర్ట్ మైలార్డ్ ప్రతిచర్యను నివారిస్తుంది.
2.2 బ్రూవరీలో తక్కువ శక్తి వినియోగం
కండెన్సర్ సిస్టమ్: మరిగే కెటిల్ ఆవిరి సంగ్రహణ రికవరీ వ్యవస్థను అవలంబిస్తుంది, ఇది నీటి రికవరీని మెరుగుపరచడానికి మరియు మొత్తం బ్రూవరీలో నీరు మరియు విద్యుత్ వినియోగాన్ని ఆదా చేయడానికి సహాయపడుతుంది.రికవరీ వేడి నీటి ఉష్ణోగ్రత 85℃, మరియు ప్రతి బ్యాచ్కు 150L వద్ద వేడి నీటి రికవరీ సామర్థ్యం;అంటే ఇది 25-85℃ నుండి నీటి ఉష్ణోగ్రత యొక్క బ్యాచ్కు ఎలక్ట్రిక్ 18kwని ఆదా చేస్తుంది.
వోర్ట్ కూలర్: వోర్ట్ హీట్ ఎక్స్ఛేంజర్ ప్రాంతం బ్రూయింగ్ ప్రక్రియ ద్వారా లెక్కించబడుతుంది మరియు శీతలీకరణ ప్రక్రియను 30-40 నిమిషాలలో పూర్తి చేస్తుంది మరియు హీక్స్ మార్పిడి తర్వాత 85℃ వద్ద వేడి నీటి ఉష్ణోగ్రత, 95% కంటే ఎక్కువ ఉష్ణ మార్పిడి సామర్థ్యం.అందువల్ల, మేము గరిష్ట శక్తి పునరుద్ధరణ మరియు తక్కువ ఉత్పత్తి ఖర్చులను నిర్ధారిస్తాము.
2.3 సులువుగా తయారుచేయడం మరియు బ్రూయింగ్ ప్రక్రియలో నిర్వహణను తగ్గించడం
క్లయింట్ చాలా హాపీ బీర్ను తయారుచేసే సందర్భంలో డబుల్ స్ట్రైనర్ కాన్ఫిగర్ చేయబడింది.కాబట్టి మేము ప్లేట్ హీట్ ఎక్స్ఛేంజర్పై మంచి హామీని తీసుకువస్తాము, ఇది శుభ్రపరచడానికి కష్టతరమైన భాగం.
గ్లైకాల్ యూనిట్ కోసం డ్యూయల్ పంప్ అవసరం, ఏదైనా నిర్వహణ అభ్యర్థన ఉన్నప్పుడు మంచి హామీ కోసం, ఉత్పత్తిని కొనసాగించడానికి ప్రతి పంప్ సులభంగా మారవచ్చు.
గ్లైకాల్ పంప్ వంటి అదే ప్రయోజనంతో డ్యూయల్ చిల్లర్ కాన్ఫిగర్ చేయబడింది.
గ్లైకాల్ పంప్ స్థిరమైన పీడన పంపును ఉపయోగిస్తుంది మరియు మొత్తం గ్లైకాల్ పైప్లైన్లలో అదే ఒత్తిడిని ఉంచుతుంది, సోలెనియోడ్ వాల్వ్ను రక్షించడం మరియు వినియోగ జీవితాన్ని విస్తరించడం.
ఈ వివరాలన్నీ మొత్తం బ్రూవరీ రూనింగ్లో మరింత స్థిరమైన పని కోసం మరియు బ్రూయింగ్ ప్రక్రియలో మీకు మంచి అనుభవాన్ని అందిస్తాయి.
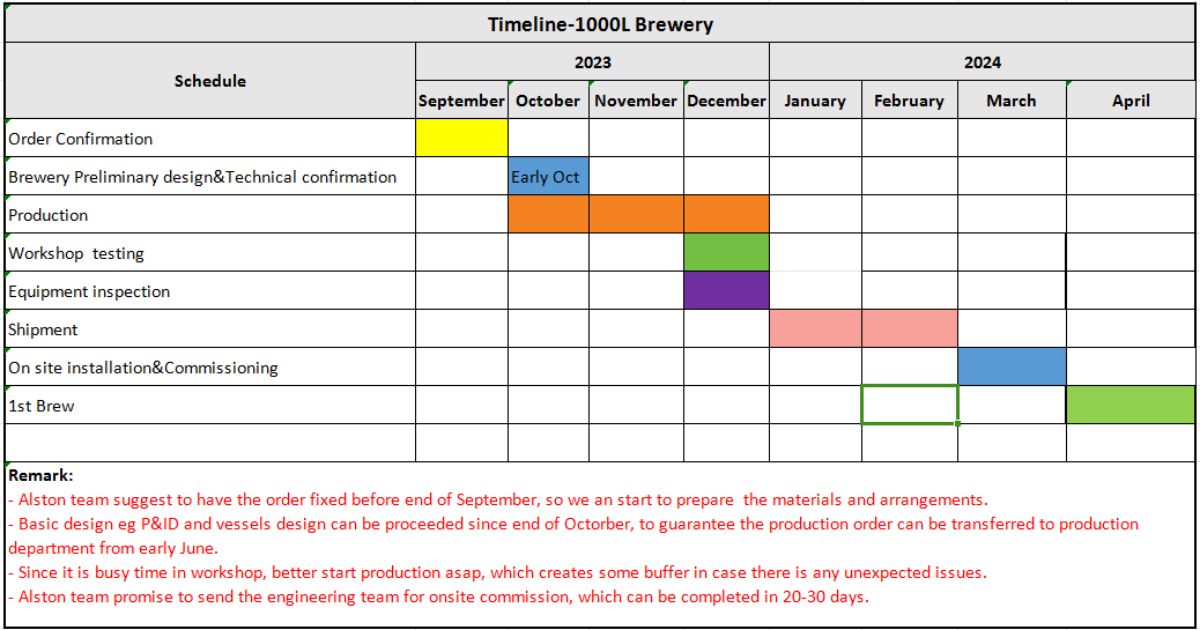
పార్ట్ 3: ప్రిపరేషన్ సమయం ఎంత అవసరం?
ఇప్పుడు ఆర్డర్ ప్రక్రియను క్లియర్ చేయడానికి, మేము బ్రూవరీ సిస్టమ్ యొక్క టైమ్లైన్ని తయారు చేసాము, దయచేసి దాన్ని చూడండి.
మీ ప్లానింగ్లో ఖచ్చితమైన బ్రూవరీని నిర్మించడంలో మేము మీకు సహాయం చేయగలమని ఆశిస్తున్నాము.
ముగింపులో, మేము త్వరలో మీతో కలిసి పని చేయడానికి ఎదురుచూస్తున్నాము.ఈ సహకారం ద్వారా, మీరు మా సేవ మరియు విలువను అనుభవిస్తారు.మేము మీ కోసం పరిపూర్ణమైన బ్రూవరీని నిర్మించడమే కాకుండా, మా ఇరుపక్షాల మధ్య గెలుపు-విజయం పరిస్థితిని సాధించడానికి దీర్ఘకాలిక సహకార సంబంధాన్ని ఏర్పరచుకోవడంపై కూడా మేము ఎక్కువ దృష్టి పెడుతున్నాము.
మీరు సమయం కేటాయించినందుకు దన్యవాదములు.
ఉల్లాసమైన!
పోస్ట్ సమయం: సెప్టెంబర్-18-2023